


Seit fast 30 Jahren schärfen wir trocken am Bandschleifer, ohne Wasserkühlung, mit kontrolliertem Druck, kurzer Kontaktzeit und langsamer Bandgeschwindigkeit. In all diesen Jahren haben sich in der Praxis keine Probleme gezeigt.
Oft heißt es, dass Schärfen am Bandschleifer grundsätzlich nicht funktionieren soll wegen Hitzeschäden. Daher wird instinktiv davor gewarnt, meist ohne konkrete Angaben wie Bandgeschwindigkeit, Bandmaß, Anpressdruck und wie schnell man die Klinge am Band zieht. Aus technischer Sicht ist das kaum aussagekräftig, denn dies sind entscheidende Faktoren für die Temperaturentwicklung an der Schneide.
Temperaturbereiche beim Messerschliff
Im Vergleich zu langsam rotierenden Nassschleifsteinen oder einem Handschliff mit Diamantplatten oder Schleifsteinen verzeiht der Trockenschliff am Bandschleifer wenig. Die thermische Reserve ist kleiner, kleine Änderungen bei Druck oder Kontaktzeit können die Temperatur an der Schneide deutlich anheben. Wichtig ist daher, die Anlasstemperatur beim Schärfen nicht zu überschreiten. Die meisten Klingen werden in einem Bereich von etwa 160 bis 200 °C angelassen. In der Praxis bietet sich ein Sicherheitsabstand an. Die Schneide sollte beim Schärfen unter 150 °C bleiben. Genau an diesem Punkt setzen die folgenden Testergebnisse an und zeigen, welche Einstellungen funktionieren können und welche Kombinationen die Schneide tatsächlich überhitzen.
Vorgehensweise bei den Tests
Für die Messung der Temperatur direkt an der Schneide wurde mit Temperaturkreide gearbeitet. Die Kreide wird unmittelbar an der Schneidkante aufgetragen, geschärft wird von der gegenüberliegenden Seite. Auf diese Weise lässt sich gut beobachten, ab welchen Einstellungen die kritische Temperatur erreicht wird und bei welchen Kombinationen die Schneide im unkritischen Bereich bleibt.
Aus meiner Ausbildung in der Metallbearbeitung kenne ich Temperaturkreiden und Lacke aus dem Schweißerbereich, dort werden sie zuverlässig eingesetzt, zum Beispiel um Bauteile vor dem Schweißen kontrolliert vorzuheizen. Diese haben in der Regel eine Toleranz von etwa ±3% Grad Celsius.
Zur Sicherheit wurden die Tests mehrfach wiederholt, um ein besseres Gefühl für die Methode und ihre Reproduzierbarkeit zu bekommen. Im Grunde schmolz die Kreide an der Schneidenspitze beim Erreichen der jeweiligen Temperatur sofort und durch die verschiedenen Kreiden lässt sich der Temperaturverlauf gut und eindeutig ablesen.
Getestet wurden verschiedene Konstellationen, es wurden sowohl eher „vernünftige“ Einstellungen als auch bewusst deutlich zu aggressive Varianten ausprobiert. So wird sichtbar, wo Trockenschliff problemlos funktioniert und an welchen Punkten viele in der Praxis wahrscheinlich scheitern.







Testergebnisse Trockenschliff mit Temperaturkontrolle
- Bandschleifer: am Kontaktrad - 50 x 2000 mm - 1,1 kW Motor
- Regelung: stufenlos über Frequenzumrichter aus dem Industriebereich
-
Schleifmittel: flexible Trizact Bänder im bereits eingelaufenen Zustand
Alternativ gibt es diese auch mit einen halbflexiblen Träger. - Industrieluftabsaugung: Diese kühlt die Klinge etwas während den Phasen ohne Kontakt am Band, möglicherweise auch das Band geringfügig. Entscheidend sind aber Bandgeschwindigkeit, Schleifmittel, Druck und Kontaktzeit.
- Raumtemperatur während der Tests: etwa 22 bis 24 °C
- Versuchsmesser: rostfreies Kochmesser Gyuto aus 1K6 Stahl (ähnlich 12C27)
Trizact eignet sich hier besonders gut, da auch gebrauchte Bänder sehr gleichmäßig schneiden. Konventionelle Keramik bzw. auch Cubitrons oder Aluminiumoxidbänder sollten für das Schärfen immer frisch sein.
Warum die Bandgeschwindigkeit in diesem Fall so wichtig ist
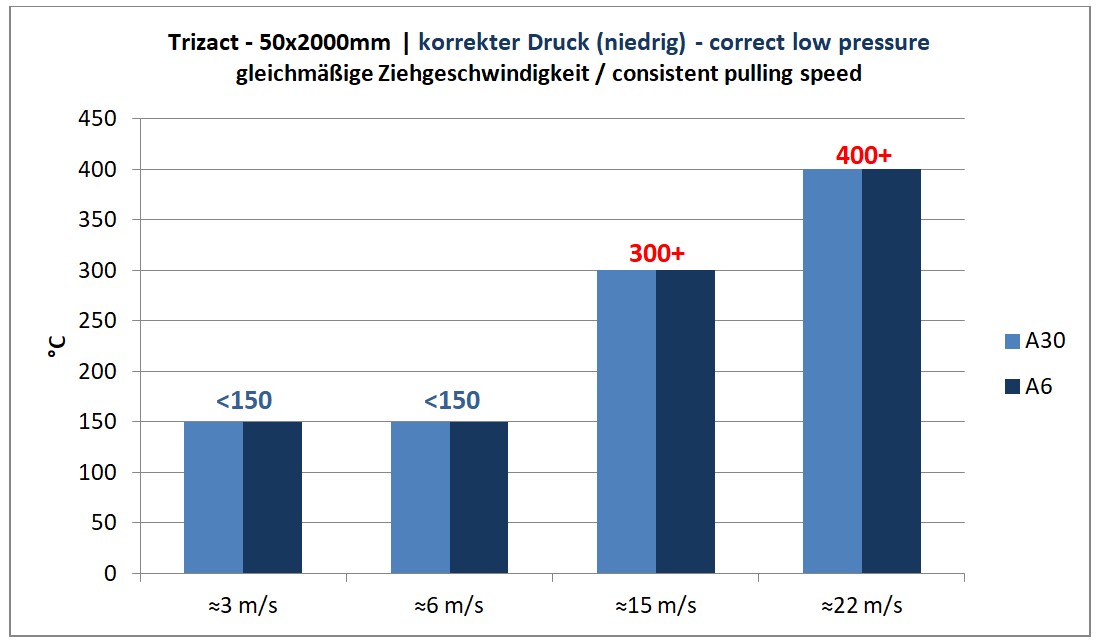
In unseren Messreihen hat sich gezeigt, dass sich der Unterschied zwischen etwa 3 und 22 m/s deutlich in der Temperatur widerspiegelt. Der Anpressdruck spielt zwar auch eine Rolle, aber nicht so sehr wie die Bandgeschwindigkeit. Hat der Schleifer wenig Erfahrung, kann man zu hohen Druck mit Reduzierung der Bandgeschwindigkeit etwas kompensieren. Nutzt man hingegen eine zu hohe Bandgeschwindigkeit, lässt sich das auch mit wenig Druck nicht ausgleichen.

Der Zeitfaktor zeigt in diesem Diagramm sehr gut, wie sensibel die Schneide reagiert. Für die Tests wurde bewusst Trizact A6 (P2500) gewählt, da sich mit so feinem Band die Schneide am schnellsten aufheizt. Gröbere Körnungen geben in der Praxis noch etwas mehr Zeit. Der Bereich um 5 bis 6 m/s ist ungefähr dort, wo es noch beherrschbar ist, was auch unseren Werkstatterfahrungen entspricht. In diesem Fenster muss allerdings zügig, ohne Pausen und mit sauber kontrolliertem, möglichst niedrigem Druck gearbeitet werden. Für ungeübte Schleifer sind Bandgeschwindigkeiten um 3 m/s deutlich sicherer, da sie mehr Reserve bei Ziehgeschwindigkeit und Druck bieten.
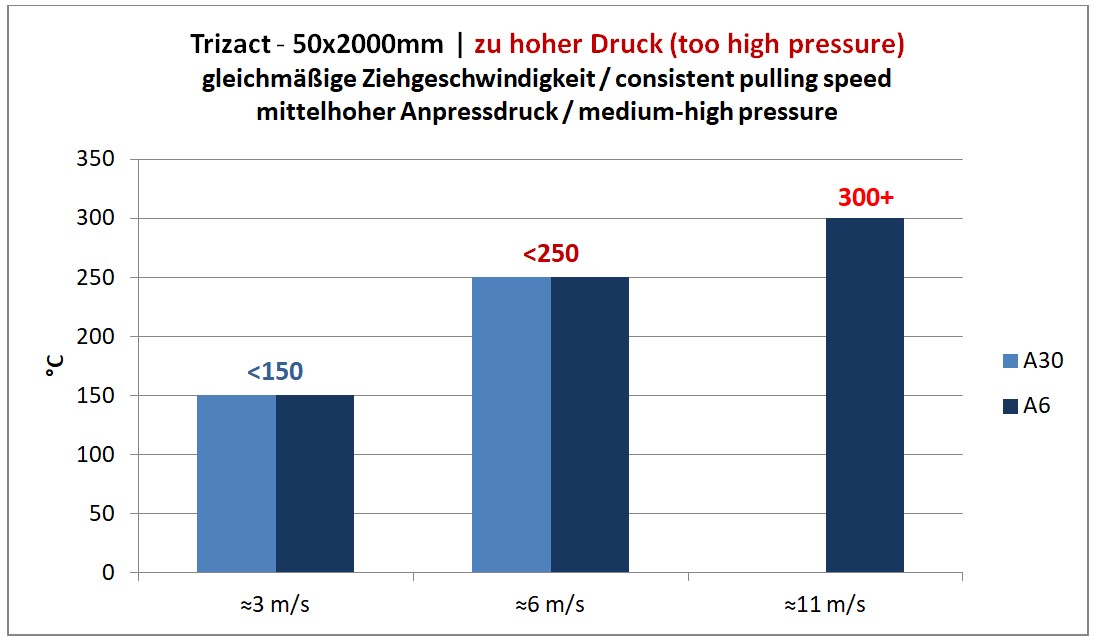
Erhöht man die Bandgeschwindigkeit dagegen auf mehr als 6 m/s, z. B. auf etwa 11 m/s, ist die Schneide praktisch chancenlos. Selbst bei zügiger Ziehbewegung steigt die Temperatur innerhalb sehr kurzer Zeit auf über 300 °C. Unter solchen Bedingungen lässt sich ein Messer realistisch nicht mehr ohne Hitzeschaden schärfen.
Funkenflug beim Schärfen von Messern
Funkenflug ist beim Messerschliff in der Regel schon ein deutliches Warnsignal. Die abgerissenen Metallpartikel glühen dabei oft im Bereich von mehreren hundert bis über tausend Grad, ein Teil dieser Energie geht auch in die Klinge zurück. Bei Messerstählen mit niedrig gewählter Anlasstemperatur kann man davon ausgehen, dass ein funkenreicher Schliff die Schneide überhitzt und die Härte dadurch stark sinkt.
Entscheidend ist aber der Umkehrschluss. Nur weil es beim Schleifen nicht sichtbar funkt, bedeutet das nicht automatisch, dass die Schneide in einem sicheren Bereich bleibt. In unseren Versuchen mit Trizact Bändern tritt kein Funkenflug auf und trotzdem kann die Schneide bei falscher Ausführung über das enge Fenster von etwa 150 °C hinaus aufheizen. Funken sind damit ein klares Warnzeichen, das Ausbleiben von Funken ist jedoch kein Garant für einen thermisch sauberen Schliff.
Erfahrungen aus Praxis und Küchenalltag
Die Rückmeldungen aus all den Jahren zeichnen ein sehr positives Bild: Insgesamt berichten unsere Kunden immer wieder, dass die Schneiden sehr scharf sind und eine sehr gute Schnitthaltigkeit haben. Nur das Schärfen allein sagt natürlich noch nicht allzu viel über die Qualität der Schneide eines Messers aus, denn sie hängt immer von mehreren Faktoren wie Stahlwahl, Wärmebehandlung und Geometrie ab. Eine zu weiche Schneide würde in der Praxis jedoch auffallen, gerade bei höherwertigen Messern.
In eigenen Praxistests im Küchenalltag ließ sich kein Unterschied in der Standzeit der Schneide feststellen, unabhängig davon, ob sie mit unserem üblichen Trockenschliff am Bandschleifer oder per Hand mit Diamantplatten geschärft wurde. Unter den gleichen Einsatzbedingungen zeigte sich keine messbare Veränderung, was die Messergebnisse und Rückmeldungen aus der Praxis zusätzlich stützt.
Fazit zum Trockenschliff am Bandschleifer
Die Messungen bestätigen im Grunde, was sich in der Werkstattpraxis über viele Jahre gezeigt hat. Bei moderaten Bandgeschwindigkeiten im Bereich bis etwa 6 m/s, mit gleichmäßiger Ziehbewegung und zurückhaltendem Druck, bleibt die Schneide unter den kritischen Temperaturen. Möchte man etwas mehr Sicherheit, empfehlen wir, die Bandgeschwindigkeit auf etwa 3 m/s zu senken. Damit kommt die Schneide langsamer in die kritische Zone, es werden dafür jedoch mehr Schleifdurchgänge benötigt.
Kritisch wird der Trockenschliff vor allem dort, wo schon einzelne Faktoren überschritten werden. Vor allem eine zu hohe Bandgeschwindigkeit, sowie deutlich zu viel Anpressdruck und zu lange Kontaktzeit auf einem Punkt lassen die Temperatur schnell in Bereiche steigen, in denen Messerstähle an Härte verlieren. Genau das erklärt die vielen negativen Erfahrungen, die in Foren oder Erzählungen beschrieben werden, ohne dass der Bandschleifer als Werkzeug an sich der eigentliche Fehler wäre.
Nach unseren Erfahrungen und Messreihen sind die Trizact Bänder hier klar die erste Wahl. Diese Trizact Bänder sind für den Trockenschliff ausgelegt und erzielen eine unfassbar gute Schliffqualität, sie sind bis zur Körnung P2500 (A6) erhältlich.
Für die Praxis bedeutet das, dass Trockenschliff am Bandschleifer durchaus eine sehr gut reproduzierbare Methode zum Schärfen ist, solange Bandwahl, Geschwindigkeit, Druck und Arbeitsrhythmus bewusst gewählt werden. In einer kontrollierten Umgebung, wie sie in einer erfahrenen Messermacherwerkstatt üblich ist, lässt sich so seit Jahrzehnten zuverlässig arbeiten, ohne die Schneiden thermisch zu schädigen.
