Viele bewerten Messerstahl primär nach dem Härtegrad (HRC) – doch Härte ist nicht gleich Härte. Ein hoher HRC-Wert allein sagt wenig über die tatsächliche Gebrauchstauglichkeit einer Klinge aus. Entscheidend ist das Gefüge, das bei der Wärmebehandlung entsteht. Zwei identische Messer aus demselben Stahl mit ähnlichem HRC-Wert können sich in Schärfbarkeit, Schnitthaltigkeit und Zähigkeit deutlich unterscheiden, abhängig davon, wie der Stahl gehärtet wurde.
Ziel unserer Härtung ist ein für den jeweiligen Stahl optimiertes Gefüge mit:
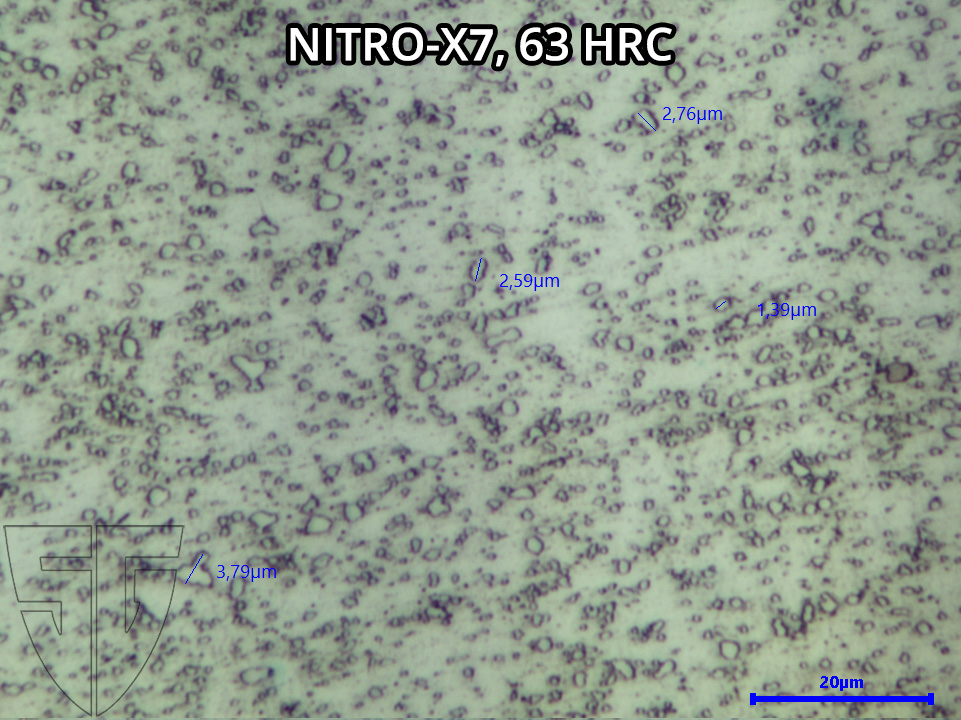
- feiner, homogener Gefügestruktur
- kontrolliertem Restaustenitanteil durch optimale Härteparameter
- ausgewogenem Verhältnis zwischen Härte und Zähigkeit
Auch wenn der HRC-Wert gut aussieht, kann es bei einer nicht korrekt durchgeführten Wärmebehandlung zu Problemen kommen:
- Überhitzung: erzeugt grobes Gefüge und Versprödung
-
Haltezeit: ist zu lange oder zu kurz, muss für Messergeometrie angepasst sein
- Kann zu Kornwachstum führen oder zu unvollständiger Umwandlung
-
Temperaturführung: wird nicht konstant genau gehalten
- Verursacht unterschiedliche Härtezonen und kann Spannungen im Klingenmaterial erzeugen
-
Restaustenit: Viele hochlegierte Stähle benötigen eine Tiefkühlung, da sonst zu viel Restaustenit verbleibt, besonders wenn hohe Härte
angestrebt wird. Ohne diesen Schritt müssen die Härtungsparameter angepasst werden, wodurch das volle Potenzial des Stahls nicht ausgeschöpft werden kann.
- Bei manchen Stählen kann ein hohes Anlassen (Sekundärhärtemaximum) genutzt werden, um den Restaustenitanteil zu reduzieren, allerdings auf Kosten der Rostbeständigkeit und oft auch der Zähigkeit.
-
Wirkungsvoller Oxidationsschutz: wie Schutzgas oder Vakuum werden bei hochlegiertem Stahl vernachlässigt
- Bei rostfreiem bzw. hochlegiertem Stahl kritisch, da diese entkohlen, dadurch Härteverlust und verminderte Verschleißfestigkeit bzw. weiche Schneidkante
- Sorgt für saubere & gleichmäßige Oberflächen
Dies führt dazu, dass eine Klinge nicht richtig scharf wird oder schnell abstumpft trotz guter Stahlauswahl. Auch die Bruchanfälligkeit kann dadurch erhöht sein.
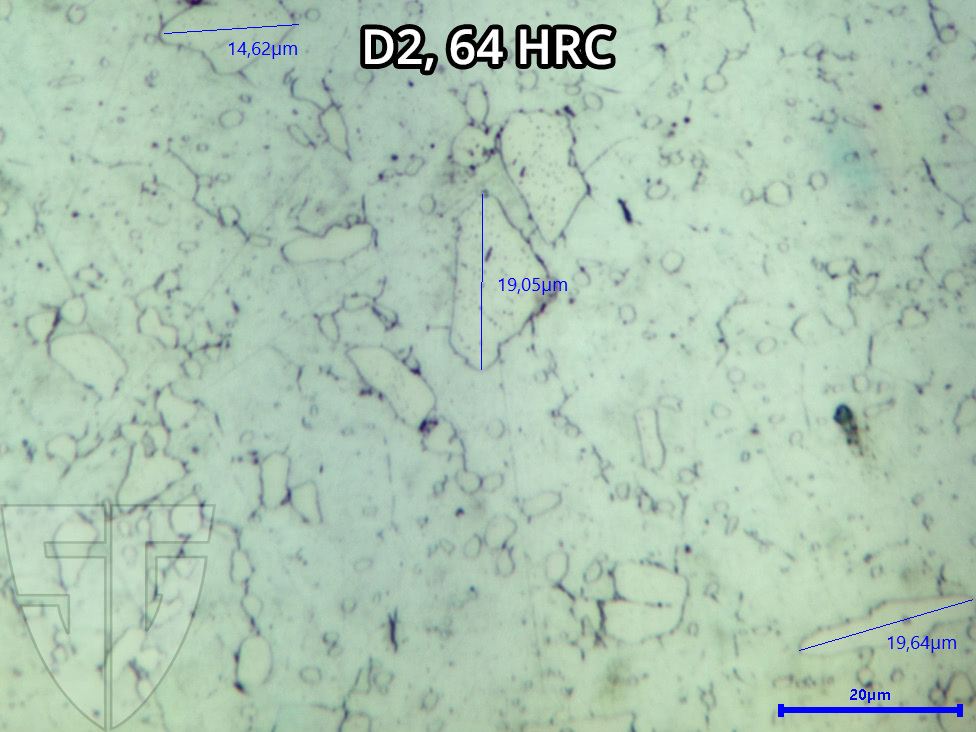
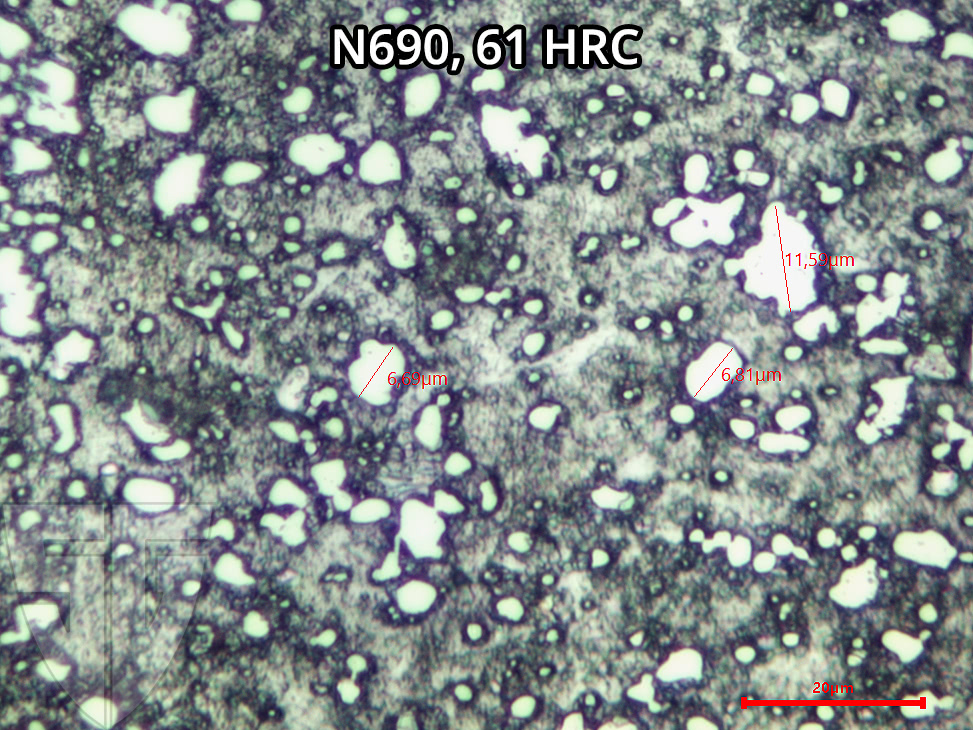
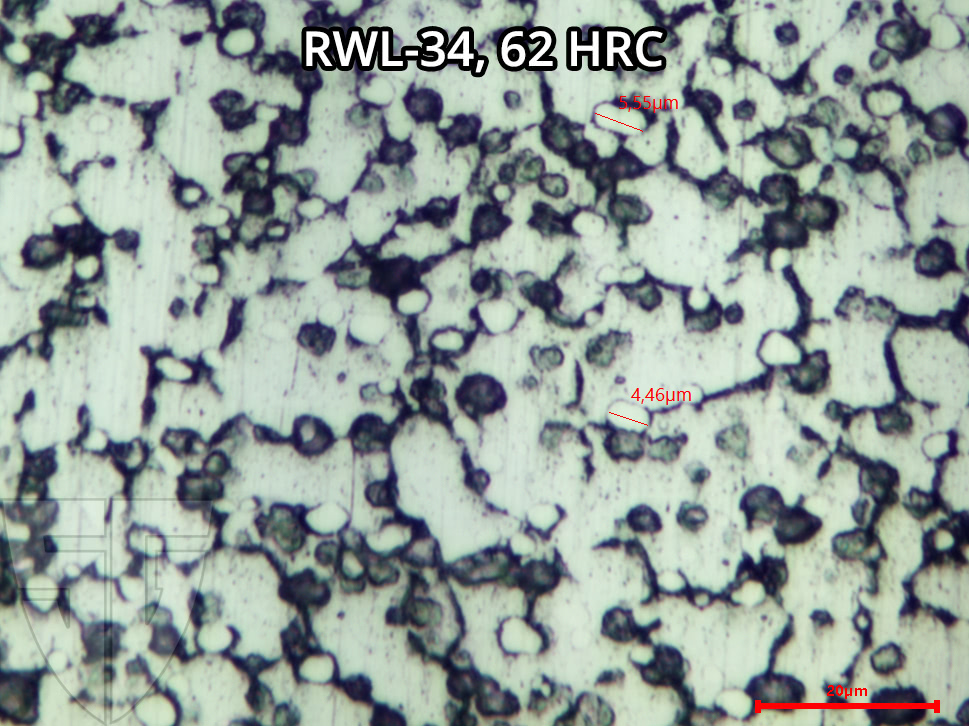
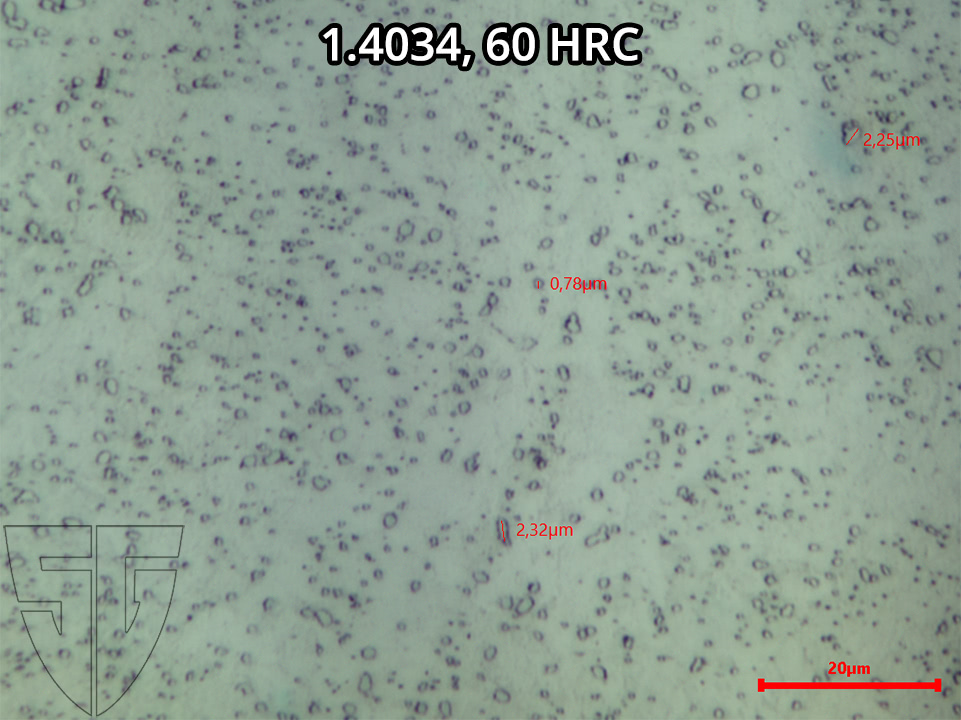
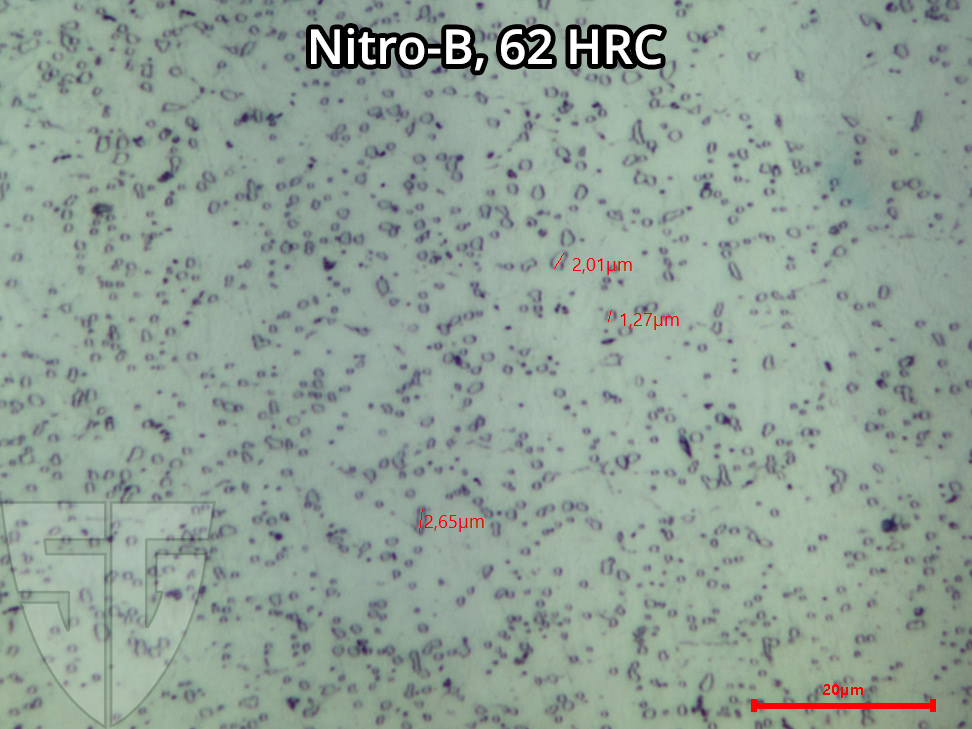
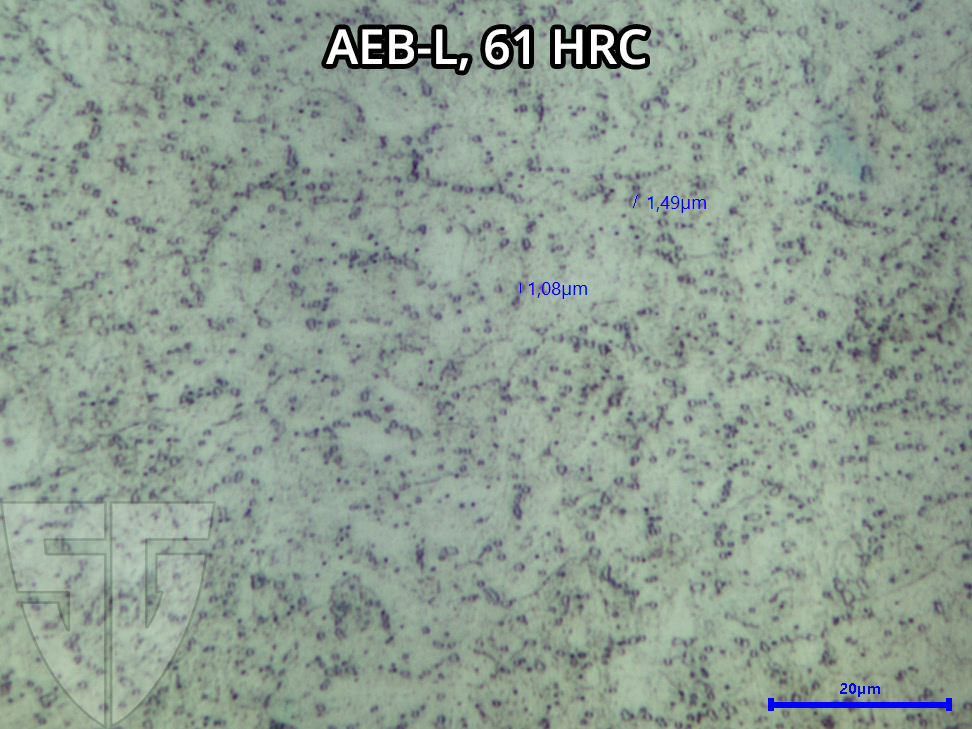
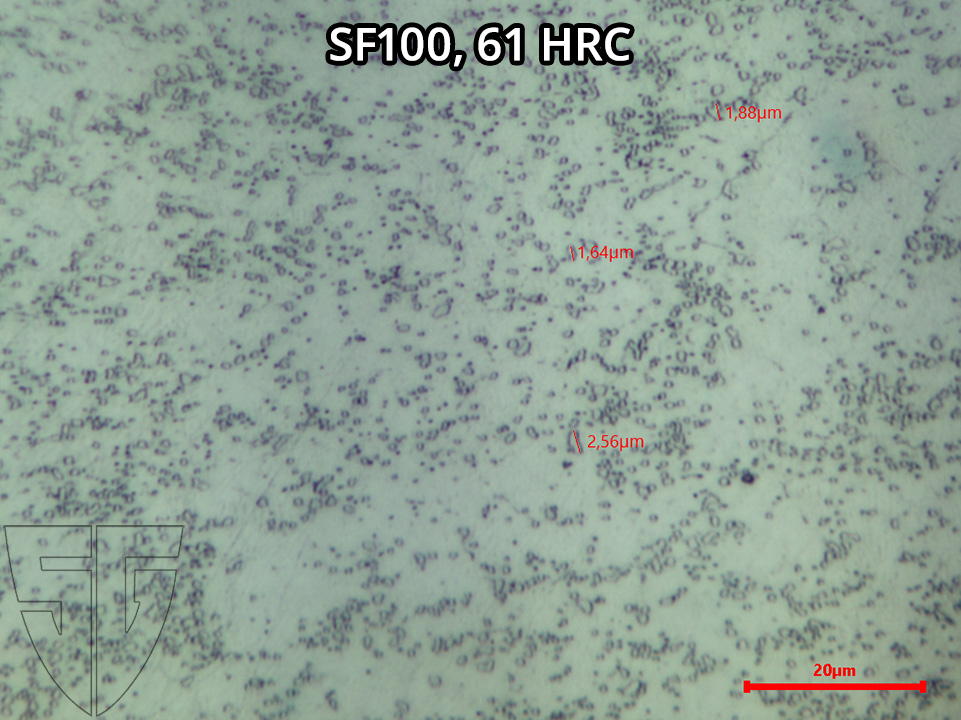
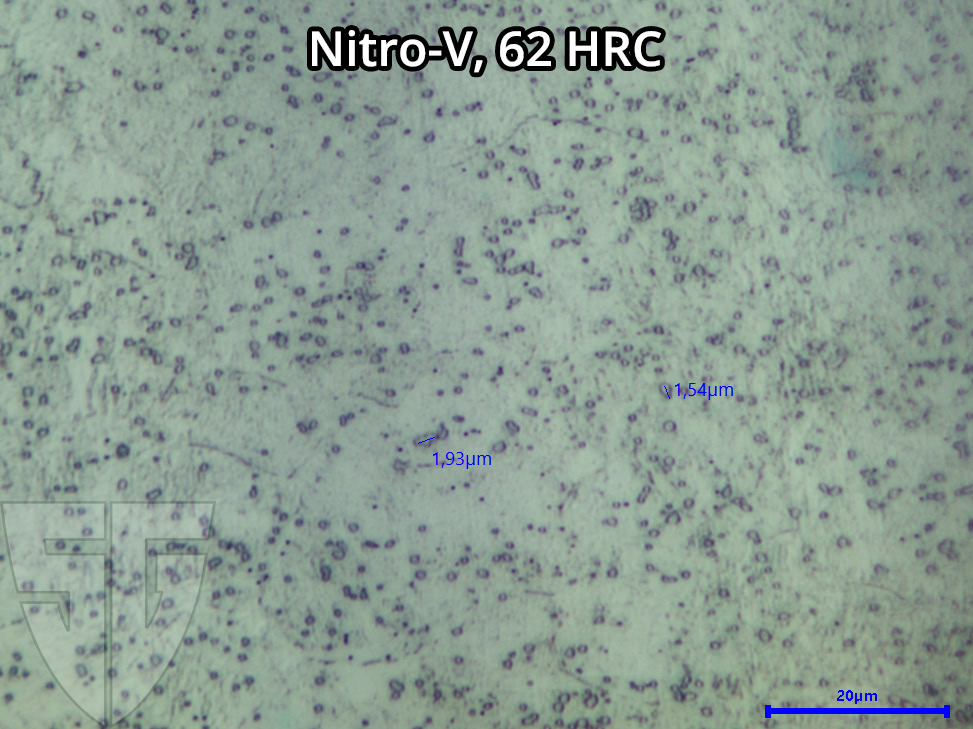
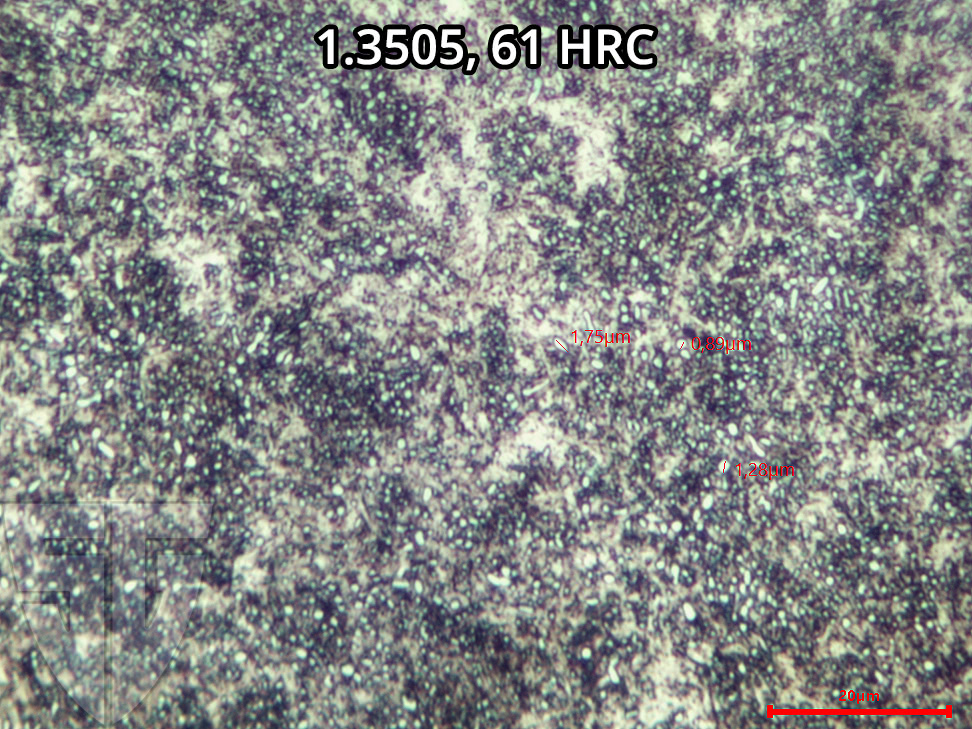
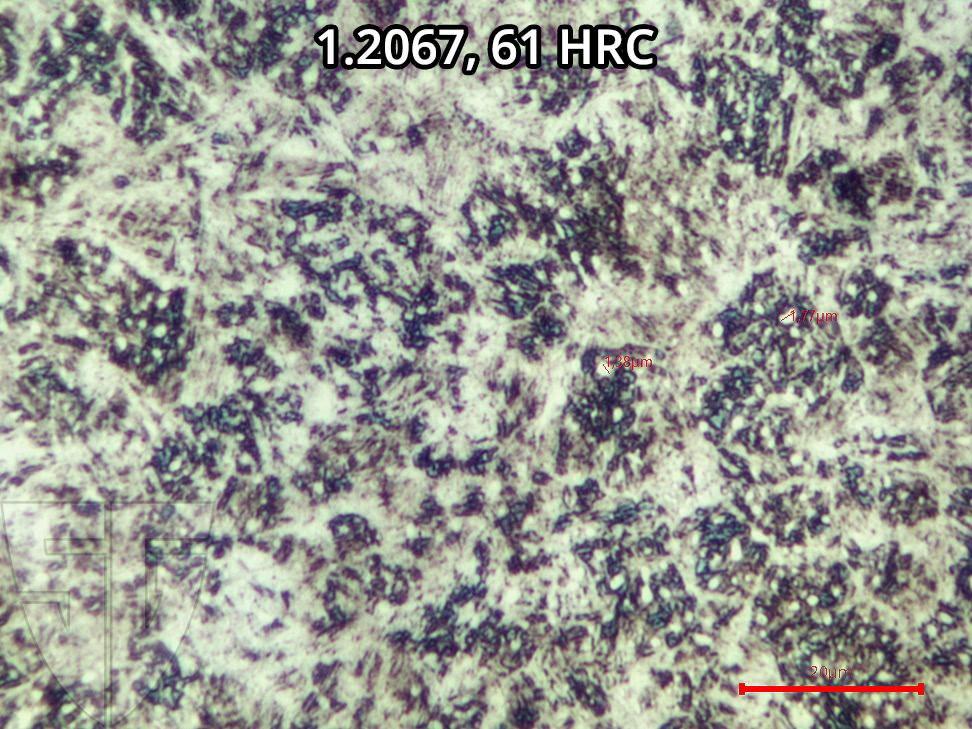
Wir prüfen unsere Wärmebehandlung mit mikroskopischen Gefügebildern im eigenen kleinen Labor, aufgenommen unter identischen Bedingungen. Dadurch wird sichtbar, wie stark Wärmebehandlungsparameter die Karbidstruktur und Homogenität beeinflussen und warum Härte allein kein vollständiges Qualitätsmerkmal ist.